Article technique conjoint de Rehm Thermal Systems et de ViscoTec Pumpen- u. Dosiertechnik
Dans la technologie médicale moderne, une précision maximale lors de l’application d’adhésifs, de revêtements ou de masses de coulée est indispensable. En particulier pour les dispositifs médicaux de la classe de risque la plus élevée (classe III), comme les implants, la sécurité et la fiabilité du produit final dépendent largement d’un dosage exact. Le microdosage joue un rôle central partout où des structures extrêmement fines doivent être assemblées ou étanchées, sans compromettre la fonction ni la flexibilité du produit.
Le microdosage, facteur clé en technologie médicale
Un exemple parlant de la nécessité d’un dosage précis est le neurostimulateur (Deep Brain Stimulator). Un système DBS délivre, via des électrodes extrêmement fines implantées dans le cerveau, des impulsions électriques ciblées et contribue ainsi de manière déterminante au traitement de maladies telles que la maladie de Parkinson ou l’épilepsie pharmacorésistante. Des collages ponctuels garantissent que chaque point de contact et chaque segment de bloc est étanché de façon fiable avant l’étape de process suivante. Cette étape primaire empêche les composants de se déplacer lors du surmoulage ou l’ouverture d’interstices dans lesquels la résine d’enrobage pourrait pénétrer de manière incontrôlée. La barrière secondaire est ensuite assurée par un enrobage qui encapsule entièrement les composants. Il en résulte une couche de protection homogène sur l’ensemble des éléments, garantissant la biocompatibilité à long terme ainsi qu’une grande résistance aux vibrations et aux chocs de l’implant. Comme les liquides corporels ont tendance à s’infiltrer dans l’interstice entre la barrière primaire et la barrière secondaire, il est recommandé, dans certains cas, d’appliquer entre les deux un promoteur d’adhérence afin d’offrir une protection encore plus élevée et une étanchéité durablement stable.
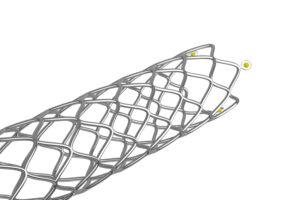
Fig. 1 : Stent avec marqueurs radio‑opaques – rempli avec des quantités minimales d’adhésif (source : ViscoTec)
Dans la fabrication de stents également, des applications d’adhésif exactes sont indispensables. En particulier, les stents réalisés dans des matériaux à faible densité radiologique, comme le nitinol, sont difficiles à distinguer sur une radiographie. Pour permettre malgré tout un positionnement précis dans le corps, de minuscules marqueurs radio‑opaques sont appliqués. À cette fin, des interstices de seulement 15 à 30 µm sont remplis avec des quantités minimales d’adhésif. Ces microdosages préservent la mobilité du stent, conservent sa flexibilité et garantissent simultanément une biocompatibilité à long terme.

Fig. 2 : Comparaison de taille entre un micro‑point de collage et une pointe de seringue de dosage de 2,5 mm (source : ViscoTec)
Un autre domaine d’application typique du microdosage concerne les cathéters – des systèmes très flexibles, souples à la flexion, utilisés dans de nombreuses interventions mini‑invasives. Ici, divers composants, tels que des connecteurs, doivent être assemblés dans des tolérances très serrées. Les adhésifs sont dosés ponctuellement en quantités infimes afin d’assurer une tenue fiable tout en ne compromettant ni la flexibilité du cathéter ni le débit dans ses canaux. Un surdosage pourrait entraîner des rétrécissements, des obstructions, voire le détachement de particules, tandis qu’un sous‑dosage créerait des faiblesses mécaniques.
Qu’il s’agisse de stimulateurs, de stents ou de cathéters, il est déterminant que l’adhésif soit appliqué exactement à l’endroit prévu et dans la quantité adéquate. Seule une application maîtrisée, avec des tolérances minimales, permet de réduire les risques de façon fiable, de garantir la pleine fonctionnalité des composants et de satisfaire aux exigences élevées en matière de sécurité, de qualité et de stabilité à long terme.
Défis technologiques et solutions
Le microdosage impose des exigences élevées à la précision des systèmes de dosage, car la moindre dérive peut influencer considérablement le résultat. D’une part, la précision et la répétabilité des axes du système de dépose doivent être très élevées. Parmi les défis majeurs figurent toutefois les variations de matériau, provoquées par exemple par des différences de température, des inclusions d’air ou des écarts de viscosité liés aux fabricants. Les systèmes de dépose basés sur le temps et la pression atteignent ici leurs limites, car le résultat de dosage dépend fortement du niveau de remplissage de la cartouche mise sous pression : une cartouche pleine, à moitié pleine ou presque vide conduit à des quantités déposées différentes, l’air se comprimant très différemment d’un liquide. Or, en technologie médicale, un dosage exactement reproductible est indispensable : des quantités imprécises n’entraînent pas seulement des rebuts et des retouches, mais peuvent, dans le pire des cas, constituer un risque direct pour le patient.

Fig. 3 : Le preeflow eco‑PEN XS a été spécialement développé pour les plus petites quantités de dosage. (source : ViscoTec)
Rehm Thermal Systems mise depuis quelque temps, en plus de ses propres applicateurs, sur la technique de dosage précise de ViscoTec : un avantage essentiel réside dans la technologie à vis excentrée intégrée aux doseurs, notamment dans les installations Protecto. Grâce à l’acheminement volumétrique assuré par une vis rotative dans un stator élastique, le matériau est transporté de manière régulière et sans pulsations. On obtient ainsi une très grande répétabilité, rendant le process largement indépendant des fluctuations de viscosité. Contrairement aux systèmes temps‑pression, le débit est déterminé de façon purement volumétrique : à chaque rotation, la vis déplace toujours exactement le même volume, indépendamment du niveau de remplissage de la cartouche. Autre avantage décisif : les variations de matériau, telles que les changements de température ou les charges, ont peu d’impact, car la vis transporte en douceur, à débit constant, même des médias très visqueux ou chargés. Même avec des médias sensibles, la structure du matériau n’est pas altérée et il n’y a ni inclusions d’air ni démixtion.
Afin d’éviter les inclusions d’air entre le substrat et le matériau de dosage, d’autres aspects entrent également en jeu. Il ne s’agit pas seulement de la programmation correcte de l’application du matériau – par exemple le remplissage ciblé de capillaires –, mais aussi du séchage et du durcissement qui suivent, lesquels constituent un facteur déterminant. Grâce à un profil de four précisément adapté, les matériaux durcissent complètement et forment un résultat final lisse et homogène. Selon la composition chimique des matériaux utilisés, les systèmes de séchage Rehm RDS sont configurés individuellement. Différents principes physiques de transfert de chaleur, tels que le rayonnement IR ou UV, sont alors utilisés afin de rendre les processus de séchage aussi efficaces que possible.
Assurance qualité par maintenance et étalonnage
Dans les processus de production validés de la technologie médicale, une maintenance et un étalonnage réguliers sont déterminants afin de garantir durablement des résultats de dosage précis et reproductibles. Un applicateur propre est particulièrement important : il constitue la base indispensable d’une application sans défaut. Les doseurs ViscoTec marquent également des points ici : la rotation de la vis excentrée peut se faire en marche avant comme en marche arrière et offre un recul programmable pour une rupture de fil définie sans gouttage. Cela empêche toute extrusion involontaire de matériau de dosage.

Fig. 4 : Dépôt précis de matériau sur des géométries complexes avec capteur de hauteur 3D intégré (source : Rehm)
En outre, les installations Rehm Protecto disposent d’une bande de nettoyage qui nettoie automatiquement les aiguilles de dépose avant chaque cycle d’application, garantissant ainsi une qualité de dosage constamment élevée. Le programme de dosage est chargé via le logiciel et contient tous les paramètres pertinents, tels que le type de matériau, le diamètre de buse, la quantité à déposer ainsi que le comportement d’écoulement. Une distribution constante du matériau est en plus surveillée par des cellules de pesée de haute précision, ce qui permet de détecter et d’éviter précocement les écarts. Pour déterminer de manière fiable l’orientation et la position, même sur des dispositifs médicaux très souples ou de forme complexe, les installations sont équipées d’une mesure automatique de l’aiguille, qui contrôle les applicateurs à intervalles définis et les ajuste automatiquement si nécessaire. Une caméra fiduciaire intégrée détecte les repères, corrige le point zéro et garantit un travail précis, même si l’assemblage est placé de façon imprécise dans le porte‑pièce. En complément, un capteur de hauteur 3D permet de compenser automatiquement d’éventuelles déformations ou instabilités, par exemple sur des substrats très fins.
Flexibilité et sécurité des processus en environnements réglementés
Dans la technologie médicale, la flexibilité joue un rôle central – toutefois en fonction du domaine d’application. En prototypage ou lorsque les variantes de produits changent fréquemment, on se trouve dans un scénario typique « low volume – high mix » : petites tailles de lots, géométries variées et exigences en constante évolution concernant les matériaux et les processus. Il est alors essentiel que les systèmes de dosage puissent être ajustés, sans conversion, et « à la volée » pour de nouvelles applications.
La flexibilité ne signifie pas seulement l’adaptation rapide des programmes, mais aussi la capacité à traiter simultanément des matériaux très différents – des silicones très visqueux aux acrylates fluides, en passant par des résines époxydes chargées. Les systèmes modernes doivent donc être en mesure de charger et d’exécuter de manière automatisée, et en toute fiabilité, différents types de buses, longueurs d’aiguille, motifs de dépose et paramètres de process. L’intégration dans des solutions logicielles de niveau supérieur joue également un rôle central : les paramètres matériaux et les trajectoires de dosage sont gérés de manière centralisée et chargés automatiquement en fonction du produit, ce qui réduit les temps de changement et augmente la disponibilité des équipements.
Il convient toutefois de noter que, dans les productions en série réglementées, par exemple pour des implants actifs comme les stimulateurs cardiaques, la flexibilité est limitée par le système. Chaque ligne de production est validée pour un produit donné : des modifications du process, de la géométrie ou du matériau ne sont autorisées qu’au prix d’une revalidation complète. Dans ces cas, la stabilité du process prime sur la flexibilité, et les systèmes de dosage sont généralement configurés précisément pour un produit.
Dans l’ensemble, la flexibilité demeure un facteur décisif – surtout là où des produits innovants, des variantes spécifiques aux clients ou des cycles de développement agiles sont requis. Elle n’est pas seulement avantageuse économiquement, mais constitue aussi une condition pour fabriquer la technologie médicale moderne de manière efficace et sûre.
Automatisation, réglementation et traçabilité
Les exigences réglementaires, telles que le Medical Device Regulation (UE‑MDR), confrontent de plus en plus les fabricants de technologie médicale à des tâches complexes. Outre la sécurité des processus, le respect des exigences de sécurité et d’hygiène joue un rôle central. Le thème de l’automatisation prend ainsi une importance croissante. On le constate dans l’industrie pharmaceutique, où l’Annexe 1 de l’UE impose déjà depuis 2023 de minimiser autant que possible l’intervention de l’opérateur. On peut supposer que cette évolution se manifestera également de plus en plus dans la technologie médicale. De plus, les équipements doivent souvent être adaptés à une utilisation en salle blanche – dans la technologie médicale, les installations Rehm Protecto sont par exemple conçues pour un environnement de classe ISO 7.
La compatibilité des matériaux est en outre particulièrement importante dans toutes les zones en contact avec le matériau de dosage. Cela concerne surtout les surfaces métalliques par lesquelles les matériaux sont convoyés. Afin d’assurer la biocompatibilité, des surfaces en aluminium sont souvent remplacées par des variantes en acier inoxydable. Des acrylates durcissables aux UV, des résines époxydes biocompatibles, des silicones ou d’autres matériaux de dosage médicaux spécifiquement homologués sont fréquemment utilisés. Lors du choix de l’adhésif ou du matériau d’enrobage approprié, il est déterminant de savoir s’il s’agit d’un implant de longue durée, destiné à rester des années dans le corps, ou d’un système temporaire. Pour les implants de longue durée, le matériau utilisé doit impérativement être biocompatible de manière permanente, en particulier lorsque le collage est en contact direct avec les tissus ou les liquides corporels. Si la zone de collage se trouve en revanche à l’intérieur d’un enrobage biocompatible ou est entièrement enfermée dans un boîtier en titane soudé, le matériau n’a pas nécessairement besoin d’être biocompatible. Dans ces cas, des aspects tels que les propriétés d’adhérence et le temps de durcissement sont davantage au premier plan.

Fig. 5 : Solution de ligne personnalisée – incluant coating/dispensing, séchage, manutention et traçabilité (source : Rehm)
La surveillance et l’analyse des données font partie intégrante de l’automatisation dans la production moderne de technologie médicale et ne sont pas seulement comprises comme une mesure d’assurance qualité, mais aussi comme une nécessité réglementaire. Dans un environnement validé, les processus de production doivent être traçables pendant de nombreuses années. En cas de problème – par exemple si certains produits présentent des défauts chez le client –, il ne suffit pas de circonscrire approximativement une période de production. Les systèmes doivent permettre d’identifier précisément les numéros de série concernés, les paramètres de process appliqués lors du dosage et les conditions de fabrication. Cela permet de mettre en œuvre des actions de rappel ciblées, sans retirer inutilement du marché des produits intacts. Cela devient possible grâce à une traçabilité constante, avec des interfaces adaptables et une acquisition continue des données. Températures, lots de matériau, numéros de série ou historiques de process peuvent être enregistrés horizontalement entre les machines et synchronisés, ainsi que remontés verticalement vers des systèmes MES de niveau supérieur. Par ailleurs, des verrouillages matériau et process apportent une sécurité supplémentaire : avant chaque démarrage, le système vérifie si le programme chargé correspond bien au produit et au matériau prévus. En cas de non‑concordance, le process n’est pas libéré et est automatiquement verrouillé. Ces mesures assurent une traçabilité complète et permettent de réagir immédiatement aux écarts de process – une contribution décisive à la sécurité des patients dans la technologie médicale.
Du développement à la production en série – « Design to Automation »
Un défi particulier réside dans la montée en cadence, du prototype vers la production en série. Les nouveaux produits traversent de longues phases de développement et de validation, et ce n’est qu’une fois tous les processus qualifiés qu’ils peuvent être transférés en production série. Pour raccourcir ces délais, il est essentiel de tenir compte, dès le développement du produit, de son automatisation ultérieure – une approche connue sous le terme « Design to Automation ».
Au sein de son Technology Center, Rehm, en collaboration avec ViscoTec, accompagne déjà clients et prospects dès la phase de développement au moyen d’essais proches de la pratique sur des produits originaux. Dans des conditions réalistes, il est ainsi possible d’identifier les paramètres de process optimaux pour les futures productions en série et de réagir précocement aux défis potentiels. Cette collaboration étroite en amont permet d’accélérer sensiblement le passage du développement à la production et d’éviter des adaptations ultérieures ou des revalidations.
Précis, en douceur et fiable : microdosage avec ViscoTec et preeflow
Les doseurs volumétriques tels que les systèmes de ViscoTec et preeflow permettent un dosage continu et respectueux des matériaux de fluides et pâtes mono‑ ou bi‑composants, indépendamment de leur viscosité. En technologie médicale, où des surfaces lisses et stériles sont indispensables, la mécanique à retour de matière assure une rupture de fil propre sans gouttage. Avec une précision de dosage allant jusqu’à ± 1 %, des quantités d’adhésif de l’ordre du microlitre peuvent être appliquées de manière exacte et reproductible, ce qui permet d’assembler en toute sécurité même des composants très petits, comme des cathéters, des ballons ou des connecteurs. La méthode garantit une grande sécurité de process. Selon les exigences, les systèmes sont utilisés en appareil autonome, dans des installations automatisées ou intégrés dans des armoires de commande et de commutation. Les doseurs preeflow, particulièrement compacts, conviennent aussi bien aux tâches manuelles de dosage au laboratoire ou en production qu’à la fabrication automatisée de composants médicotechniques. Leur robustesse a déjà fait ses preuves dans l’industrie automobile et électronique et a été adaptée de manière ciblée aux standards médicaux.
Fig. 6 : Tête d’impression 1K vipro‑HEAD lors du collage d’un stimulateur cardiaque (source : ViscoTec)
Les nouvelles têtes d’impression vipro‑HEAD « medical grade » ont été spécialement développées pour des applications où la sécurité, la compatibilité des matériaux et la prise en charge individualisée des patients sont au premier plan. Toutes les pièces en contact avec le produit sont en acier inoxydable ou en matériaux à base de plastiques/élastomères disposant d’une attestation FDA ; une variante autoclavable jusqu’à 121 °C est également disponible.
Avec le preeflow eco‑PEN XS 180, un microdoseur particulièrement performant est disponible. Conçu pour des quantités de dosage ultra‑faibles, il est considéré comme le système volumétrique le plus précis de sa catégorie à l’heure actuelle. Son design compact facilite l’intégration dans des entraxes réduits et permet le fonctionnement en parallèle de plusieurs unités. La technologie à vis excentrée assure un convoyage très doux, à faible cisaillement – un avantage majeur pour les adhésifs sensibles ou fortement chargés, tels qu’ils sont utilisés dans des dispositifs médicaux haut de gamme.
Conclusion
Aujourd’hui, le microdosage constitue un élément clé dans la production de dispositifs médicaux modernes. Il combine précision, maîtrise des matériaux et sécurité des processus dans un espace minimal. Avec des technologies innovantes telles que le dosage à vis excentrée, des systèmes intelligents d’étalonnage et de surveillance ainsi qu’une traçabilité rigoureuse, des entreprises comme Rehm Thermal Systems et ViscoTec posent les bases de procédés de fabrication fiables, sûrs et économiques en technologie médicale.
Auteurs :

Jasmin Fuchs
Sales Manager New Markets, Rehm Thermal Systems

Gianfranco Sinistra
Sales Director Coating & Dispensing, Rehm Thermal Systems

Annemarie Brandstetter
Technical Sales & Product Management, Business Unit Hygienic Solutions