Ein gemeinsamer Fachbeitrag von Rehm Thermal Systems und ViscoTec Pumpen- u. Dosiertechnik
In der modernen Medizintechnik ist höchste Präzision in der Applikation von Klebstoffen, Beschichtungen oder Vergussmassen unverzichtbar. Besonders bei Medizinprodukten der höchsten Risikoklasse III wie z. B. Implantaten hängt die Sicherheit und Zuverlässigkeit des Endprodukts maßgeblich von der exakten Dosierung ab. Mikrodosierungen spielen überall dort eine zentrale Rolle, wo feinste Strukturen verbunden oder abgedichtet werden müssen, ohne dabei die Funktion oder Flexibilität des Produkts zu beeinträchtigen.
Mikrodosierungen als Schlüsselfaktor in der Medizintechnik
Ein anschauliches Beispiel für die Notwendigkeit von präziser Dosierung ist der Hirnschrittmacher (Deep Brain Stimulator). Ein DBS-System gibt über feinste Elektroden im Gehirn gezielt elektrische Impulse ab und trägt so maßgeblich zur Behandlung von Erkrankungen wie Morbus Parkinson oder therapieresistenter Epilepsie bei. Punktuelle Klebungen stellen sicher, dass jede einzelne Kontaktstelle und jedes Block‑Segment vor dem nächsten Prozessschritt zuverlässig abgedichtet ist. Durch diesen primären Schritt wird verhindert, dass sich Bauteile während des Vergießens verschieben oder sich Spalten öffnen, in die das Vergussmaterial unkontrolliert eindringen kann. Anschließend erfolgt die sekundäre Barriere durch einen Verguss, der die Bauteile komplett umschließt. Dadurch entsteht eine homogene Schutzschicht über alle Komponenten für die Langzeit‑Biokompatibilität und hohe Vibrations- und Stoßfestigkeit des Implantats. Da Körperflüssigkeiten dazu neigen, in den Spalt zwischen der primären und sekundären Barriere einzudringen, empfiehlt es sich in manchen Fällen, einen Haftvermittler dazwischen aufzubringen, um einen noch höheren Schutz und eine langfristig stabile Abdichtung zu gewährleisten.
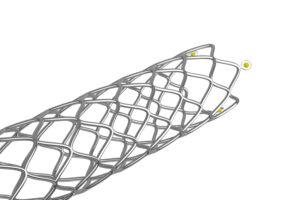
Abb. 1: Stent mit Röntgenmarkern – befüllt mit minimalen Klebstoffmengen (Bildquelle: ViscoTec)

Abb. 2: Größenvergleich Mikroklebepunkt mit einer 2,5 mm Dosierspritzenspitze (Bildquelle: ViscoTec)
Ein weiteres typisches Einsatzfeld für Mikrodosierungen sind Katheter – biegeschlaffe, hochflexible Systeme, die in vielen minimalinvasiven Eingriffen eingesetzt werden. Hier müssen verschiedenste Komponenten wie Konnektoren in engen Toleranzen miteinander verbunden werden. Klebstoffe werden in winzigen Mengen punktgenau dosiert, damit sie einerseits zuverlässig halten, andererseits aber weder die Flexibilität des Katheters noch den Durchfluss in seinen Kanälen beeinträchtigen. Eine Überdosierung könnte zu Verengungen, Verstopfungen oder gar zu Ablösungen von Partikeln führen, während eine Unterdosierung mechanische Schwachstellen schaffen würde.
Ob bei Schrittmachern, Stents oder Kathetern – bei allen Produkten ist es entscheidend, dass der Klebstoff exakt an der vorgesehenen Stelle und in der richtigen Menge appliziert wird. Nur durch eine kontrollierte Aufbringung mit minimalen Toleranzen lassen sich Risiken zuverlässig minimieren, die volle Funktionalität der Bauteile gewährleisten und die hohen Anforderungen an Sicherheit, Qualität und Langzeitstabilität erfüllen.
Technologische Herausforderungen und Lösungen
Mikrodosierungen stellen hohe Anforderungen an die Präzision der Dosieranlagen, da schon kleinste Abweichungen das Ergebnis erheblich beeinflussen. Einerseits muss die Achsgenauigkeit der Dispensanlage sehr präzise und wiederholbar sein. Zu den größten Herausforderungen zählen jedoch Materialschwankungen, die beispielsweise durch Temperaturunterschiede, Lufteinschlüsse oder herstellerbedingte Viskositätsabweichungen entstehen. Zeitdruckbasierte Dispenssysteme stoßen hier an ihre Grenzen, da ihr Dosierergebnis stark vom Füllstand der druckbeaufschlagten Kartusche abhängt: Eine volle, halbvolle oder nahezu leere Kartusche führt zu unterschiedlichen Auftragsmengen, da sich Luft wesentlich anders komprimieren lässt als Flüssigkeit. In der Medizintechnik ist eine exakt reproduzierbare Dosierung jedoch unerlässlich, da ungenaue Mengen nicht nur zu Ausschuss und Nacharbeit führen, sondern im schlimmsten Fall auch eine direkte Gefährdung des Patienten darstellen können.

Abb. 3: Der preeflow eco-PEN XS wurde speziell für kleinste Dosiermengen entwickelt. (Bildquelle: ViscoTec)
Rehm Thermal Systems setzt neben eigenen Applikatoren schon seit einiger Zeit auf die präzise Dosiertechnik von ViscoTec: Ein wesentlicher Vorteil dabei ist die in den Dispensern verbaute Exzenterschneckentechnologie, welche unter anderem in die Protecto-Anlagen integriert wird. Durch die volumetrische Förderung mit einer rotierenden Schnecke in einem elastischen Stator wird das Material gleichmäßig und pulsationsfrei transportiert. Dadurch wird eine sehr hohe Wiederholgenauigkeit erreicht, was den Prozess weitgehend unabhängig von Viskositätsschwankungen macht. Im Gegensatz zu zeitdruckbasierten Systemen ist die Förderung rein volumetrisch bestimmt – die Schnecke verdrängt pro Umdrehung immer exakt das gleiche Volumen, unabhängig vom Füllstand der Kartusche. Ein weiterer entscheidender Vorteil: Materialschwankungen wie Temperaturänderungen oder Füllstoffe wirken sich kaum aus, da die Schnecke auch hochviskose oder gefüllte Medien schonend und mit gleichbleibender Förderrate transportiert. Selbst bei empfindlichen Medien wird die Struktur des Materials nicht zerstört, und es kommt nicht zu Lufteinschlüssen oder Entmischungen.
Um Lufteinschlüsse zwischen Substrat und Dosiermaterial zu vermeiden, spielen jedoch noch andere Punkte eine Rolle. Nicht nur die korrekte Programmierung des Materialauftrags – etwa das gezielte Füllen von Kapillaren –, sondern auch die anschließende Trocknung und Aushärtung ist ein entscheidender Faktor. Durch ein exakt abgestimmtes Ofenprofil härten die Materialien vollständig aus und bilden ein glattes, homogenes Endergebnis. Je nach chemischer Zusammensetzung der verwendeten Materialien werden die Rehm RDS-Trocknungssysteme individuell konfiguriert. Unterschiedliche physikalische Grundprinzipien der Wärmeübertragung wie z. B. IR- oder UV-Strahlung werden hierbei genutzt, um die Trocknungsprozesse so effizient wie möglich zu gestalten.
Qualitätssicherung durch Wartung und Kalibrierung
In validierten Produktionsprozessen der Medizintechnik sind regelmäßige Wartung und Kalibrierung entscheidend, um dauerhaft exakte und reproduzierbare Dosierergebnisse zu gewährleisten. Besonders im Fokus steht dabei ein sauberer Applikator – er bildet die unverzichtbare Basis für eine fehlerfreie Applikation. Auch hier punkten die präzisen ViscoTec Dispenser: Die Rotation der Exzenterschnecke ist sowohl vorwärts als auch rückwärts möglich und bietet einen programmierbaren Rückzug für einen definierten Fadenabriss ohne Nachtropfen. So wird ungewolltes Nachdrücken von Dosiermaterial verhindert.

Abb. 4: Präziser Materialauftrag bei komplexen Geometrien mit integriertem 3D-Höhensensor (Bildquelle: Rehm)
Darüber hinaus steht für die Rehm Protecto-Anlagen ein Reinigungsband zur Verfügung, das die Dispensnadeln vor jedem Applikationsprozess automatisiert säubert und so für eine konstant hohe Dosierqualität sorgt. Das Dosierprogramm wird softwaregesteuert geladen und enthält sämtliche relevanten Parameter wie Materialtyp, Düsendurchmesser, Dosiermenge sowie Fließverhalten. Eine konstante Materialabgabe wird zusätzlich über hochpräzise Wägezellen überwacht, sodass Abweichungen frühzeitig erkannt und verhindert werden können. Um die Lage und Position auch bei biegeschlaffen oder komplex geformten Medizinprodukten zuverlässig zu bestimmen, verfügen die Anlagen über eine automatische Nadelvermessung, welche die Applikatoren in festgelegten Intervallen überprüft und bei Bedarf automatisch justiert. Eine integrierte Fiducial‑Kamera erkennt Passermarken, korrigiert den Nullpunkt und stellt sicher, dass auch bei einer ungenauen Platzierung der Baugruppe im Warenträger stets präzise gearbeitet wird. Ergänzend sorgt ein 3D‑Höhensensor dafür, dass eventuelle Verwölbungen oder Instabilitäten – etwa bei sehr dünnen Substraten – automatisch ausgeglichen werden.
Flexibilität und Prozesssicherheit in regulierten Umgebungen
In der Medizintechnik spielt Flexibilität eine zentrale Rolle – allerdings abhängig vom jeweiligen Anwendungsbereich. Im Prototypenbau oder bei häufig wechselnden Produktvarianten, liegt ein typisches Low Volume – High Mix‑Szenario vor: kleine Losgrößen, unterschiedliche Geometrien und ständig neue Anforderungen an Materialien und Prozesse. Hier ist es entscheidend, dass Dosieranlagen ohne Umrüstung und „on the fly“ auf neue Anwendungen eingestellt sind.
Flexibilität bedeutet dabei nicht nur die schnelle Anpassung von Programmen, sondern auch die Fähigkeit, unterschiedlichste Materialien gleichzeitig zu verarbeiten – von hochviskosen Silikonen über dünnflüssige Acrylate bis hin zu gefüllten Epoxidharzen. Moderne Systeme müssen daher in der Lage sein, verschiedene Düsentypen, Nadellängen, Auftragsmuster und Prozessparameter automatisiert zu laden und zuverlässig umzusetzen. Auch die Integration in übergeordnete Softwarelösungen spielt eine zentrale Rolle: Materialparameter und Dosierpfade werden zentral verwaltet und je nach Produkt automatisch geladen, was Rüstzeiten minimiert und die Anlagenverfügbarkeit erhöht.
Gleichzeitig gilt es zu beachten: In regulierten Serienproduktionen, etwa bei aktiven Implantaten wie Herzschrittmachern, ist die Flexibilität systembedingt eingeschränkt. Hier wird jede Produktionslinie für ein konkretes Produkt validiert – Änderungen am Prozess, an Geometrie oder Material sind nur mit umfassender Revalidierung zulässig. In diesen Fällen steht Prozessstabilität über Flexibilität und Dosieranlagen sind meist exakt auf ein Produkt zugeschnitten.
Insgesamt bleibt Flexibilität jedoch ein entscheidender Faktor – vor allem dort, wo innovative Produkte, kundenspezifische Varianten oder agile Entwicklungszyklen gefordert sind. Sie ist nicht nur wirtschaftlich vorteilhaft, sondern auch eine Voraussetzung, um moderne Medizintechnik effizient und sicher herstellen zu können.
Automatisierung, Regulatorik und Rückverfolgbarkeit
Regulatorische Anforderungen wie die Medical Device Regulation (EU-MDR) stellen Medizintechnikhersteller zunehmend vor komplexe Aufgaben. Neben der Prozesssicherheit spielt auch die Einhaltung von Sicherheits- und Hygieneanforderungen eine zentrale Rolle. Dadurch bekommt das Thema Automatisierung einen immer wichtigeren Stellenwert. Dies kann man an der Entwicklung im Pharmabereich sehen, wo mit dem EU Annex 1 schon für 2023 vorgeschrieben wurde, dass der Eingriff des Bedieners so weit wie möglich minimiert werden muss. Man kann davon ausgehen, dass sich diese Entwicklung auch in der Medizintechnik zunehmend zeigt. Zudem müssen Anlagen oftmals für den Einsatz in Reinräumen geeignet sein – in der Medizintechnik sind die Rehm Protecto Anlagen beispielsweise für eine Umgebung der Klasse ISO 7 ausgelegt.
Besonders wichtig ist zudem die Materialverträglichkeit in allen Bereichen, die mit dem Dosiermaterial in Kontakt kommen. Das betrifft vor allem metallische Oberflächen, durch welche die Materialien gefördert werden. Um die Biokompatibilität sicherzustellen, werden Oberflächen aus Aluminium oftmals durch Varianten aus Edelstahl ersetzt. Häufig kommen UV‑härtende Acrylate, biokompatible Epoxidharze, Silikone oder andere speziell zugelassene medizinische Dosiermaterialien zum Einsatz. Entscheidend bei der Auswahl des richtigen Klebstoffes oder Vergussmaterials ist dabei, ob es sich um ein Langzeitimplantat handelt, das über Jahre im Körper verbleibt, oder um ein temporäres System. Bei Langzeitimplantaten muss das verwendete Material unbedingt dauerhaft biokompatibel sein, insbesondere wenn die Verklebung direkt mit Körpergewebe oder Körperflüssigkeiten in Kontakt steht. Befindet sich die Klebestelle hingegen innerhalb eines biokompatiblen Vergusses oder ist sie vollständig in einem verschweißten Titangehäuse eingeschlossen, muss das Material selbst nicht zwingend biokompatibel sein. In solchen Fällen stehen eher Aspekte wie Haftungseigenschaften und Aushärtungszeit im Vordergrund.

Abb. 5: Individuelle Linienlösung – inkl. Coating-/Dispensing, Trocknung, Handling und Traceability (Bildquelle: Rehm)
Von der Entwicklung zur Serienfertigung – „Design to Automation“
Eine besondere Herausforderung liegt in der Skalierung von Prototypen auf die Serienproduktion. Neue Produkte durchlaufen lange Entwicklungs- und Validierungsphasen und erst wenn alle Prozesse qualifiziert sind, dürfen sie in die Serienfertigung überführt werden. Um diese Zeiträume zu verkürzen, ist es entscheidend, bereits während der Produktentwicklung auf eine spätere Automatisierbarkeit zu achten – ein Ansatz, der unter dem Stichwort „Design to Automation“ bekannt ist.
Im firmeneigenen Technology Center unterstützt Rehm gemeinsam mit ViscoTec Kunden und Interessenten bereits in der Entwicklungsphase durch praxisnahe Versuche mit Originalprodukten. So können unter realitätsnahen Bedingungen die optimalen Prozessparameter für spätere Serienprozesse identifiziert sowie frühzeitig auf mögliche Herausforderungen reagiert werden. Diese enge Zusammenarbeit im Vorfeld ermöglicht es, den Übergang von der Entwicklung in die Produktion deutlich zu beschleunigen und spätere Anpassungen oder Revalidierungen zu vermeiden.
Präzise, schonend und zuverlässig: Mikrodosierung mit ViscoTec und preeflow
Volumetrische Dispenser wie die Systeme von ViscoTec und preeflow ermöglichen ein kontinuierliches und materialsensibles Dosieren ein- oder zweikomponentiger Fluide und Pasten – unabhängig von deren Viskosität. Besonders in der Medizintechnik, wo glatte und sterile Oberflächen unerlässlich sind, sorgt die rückförderfähige Mechanik für einen sauberen Fadenabriss ohne Nachtropfen. Mit einer Dosiergenauigkeit von bis zu ±1 % lassen sich Klebstoffmengen im Mikroliterbereich exakt und reproduzierbar applizieren, sodass selbst kleinste Bauteile wie Katheter, Ballons oder Konnektoren sicher verbunden werden. Das Verfahren gewährleistet hohe Prozesssicherheit. Je nach Anforderungen kommen die Systeme als Stand-alone-Gerät, in automatisierten Anlagen oder integriert in Steuer- und Schaltschränken zum Einsatz. Besonders die kompakten preeflow Dispenser eignen sich sowohl für manuelle Dosieraufgaben im Labor oder in der Produktion als auch für die automatisierte Fertigung medizintechnischer Komponenten. Ihre Robustheit hat sich bereits in der Automotive- und Elektronikindustrie bewährt und wurde gezielt an medizinische Standards angepasst.
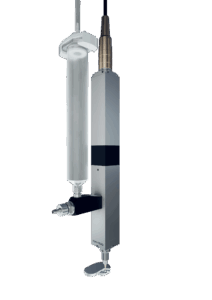
Abb. 6: 1K Druckkopf vipro-HEAD beim Kleben eines Herzschrittmachers (Bildquelle: ViscoTec)
Die neuen vipro-HEAD medical grade Druckköpfe wurden speziell für Anwendungen entwickelt, bei denen Sicherheit, Materialverträglichkeit und patientenindividuelle Versorgung im Fokus stehen. Alle produktberührenden Teile bestehen aus Edelstahl oder kunststoff- bzw. elastomerbasierten Materialien mit FDA-Bescheinigung; zusätzlich ist eine autoklavierbare Variante bis 121 °C erhältlich.
Mit dem preeflow eco-PEN XS 180 steht ein besonders leistungsfähiger Mikrodispenser zur Verfügung. Er wurde für ultrakleine Dosiermengen konzipiert und gilt als derzeit präzisestes volumetrisches System seiner Klasse. Seine kompakte Bauform erleichtert die Integration in enge Rasterabstände und ermöglicht den Parallelbetrieb mehrerer Einheiten. Die Exzenterschneckentechnologie sorgt dabei für eine äußerst schonende, scherarme Förderung – ein wesentlicher Vorteil bei empfindlichen oder hochgefüllten Klebstoffen, wie sie in hochwertigen Medizinprodukten eingesetzt werden.
Fazit
Mikrodosierungen sind heute ein entscheidender Baustein in der Produktion moderner Medizinprodukte. Sie verbinden Präzision, Materialkompetenz und Prozesssicherheit auf kleinstem Raum. Mit innovativen Technologien wie der Exzenterschneckendosierung, intelligenten Kalibrier- und Überwachungssystemen sowie konsequenter Rückverfolgbarkeit schaffen Unternehmen wie Rehm Thermal Systems und ViscoTec die Grundlage für zuverlässige, sichere und wirtschaftliche Herstellungsprozesse in der Medizintechnik.
Autoren:

Jasmin Fuchs
Sales Manager New Markets, Rehm Thermal Systems

Gianfranco Sinistra
Sales Director Coating & Dispensing, Rehm Thermal Systems

Annemarie Brandstetter
Technical Sales & Product Management, Business Unit Hygienic Solutions